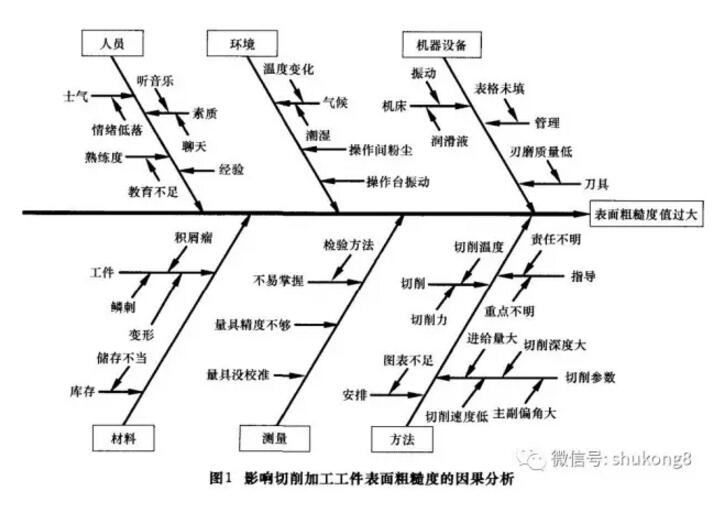
加工表面幾何特性包括表面粗糙度、表面波度、表面加工紋理幾個方面。表面粗糙度是構(gòu)成加工表面幾何特征的基本單元。用金屬切削刀具加工工件表面時,表面粗糙度主要受幾何因素、物理因素和機(jī)械加工工藝因素三個方面的作用和影響。
1、幾何因素
從幾何的角度考慮,刀具的形狀和幾何角度,特別是刀尖圓弧半徑、主偏角、副偏角和切削用量中的進(jìn)給量等對表面粗糙度有較大的影響。
2、物理因素
從切削過程的物理實質(zhì)考慮,刀具的刃口圓角及后面的擠壓與摩擦使金屬材料發(fā)生塑性變形,嚴(yán)重惡化了表面粗糙度。在加工塑性材料而形成帶狀切屑時,在前刀面上容易形成硬度很高的積屑瘤。它可以代替前刀面和切削刃進(jìn)行切削,使刀具的幾何角度、背吃刀量發(fā)生變化。積屑瘤的輪廓很不規(guī)則,因而使工件表面上出現(xiàn)深淺和寬窄都不斷變化的刀痕。有些積屑瘤嵌入工件表面,更增加了表面粗糙度。
切削加工時的振動,使工件表面粗糙度參數(shù)值增大。
3、工藝因素
從工藝的角度考慮其對工件表面粗糙度的影響,主要有與切削刀具有關(guān)的因素、與工件材質(zhì)有關(guān)的因素和與加工條件有關(guān)因素等。
已切削工件表面質(zhì)量對零件的使用性能有很大的影響。衡量已切削工件表面質(zhì)量的特性指標(biāo)主要有表面粗糙度、表面殘余應(yīng)力和表面加工硬化程度等。在表征零件表面質(zhì)量的3個指標(biāo)中,影響零件性能指標(biāo)的最重要的是工件表面粗糙度。
零件的表面粗糙度,直接而明顯地影響摩擦和磨損,表面越粗糙,磨損越嚴(yán)重。在開始磨損時,表面粗糙度的微觀凸峰很快被磨平,磨損量上升很快;在經(jīng)過一段時間運(yùn)轉(zhuǎn)之后,運(yùn)動表面之間的接觸面積加大,磨損的速度就會緩慢下來。若表面光滑細(xì)密,則微觀凸峰的高度和尖銳程度都較小,所以光滑細(xì)密的表面比粗糙表面耐磨。
但是表面過于光滑,不利于潤滑油的貯存,反而會使表面的摩擦系數(shù)加大,使金屬表面發(fā)熱而產(chǎn)生“膠合”現(xiàn)象。 在立式加工中心切削加工過程中,切削速度、進(jìn)給量和切削深度等工藝參數(shù)將影響切削力,切削力和切削溫度是兩個相互關(guān)聯(lián)的因素,通常切削力越大,切削溫度也越高,同時立式加工中心的振動越厲害。
切削速度不同,外界激勵機(jī)械加工設(shè)備振動的頻率不同,這個頻率與立式加工中心的振動固有頻率越接近,就越容易造成機(jī)械設(shè)備的振動加劇。
為了在切削加工過程中獲得較理想的加工工件表面粗糙度值,設(shè)計一套切削力和切削溫度的檢測系統(tǒng),試圖對切削力、切削溫度與切削加工工件的表面粗糙度值之間的關(guān)系進(jìn)行研究,在切削加工過程中通過選取合適的切削速度、進(jìn)給量、切削深度等工藝參數(shù)來控制切削力、切削溫度和機(jī)械設(shè)備振動,從而得到所需要的工件表面粗糙度值。
 點(diǎn)擊立即咨詢>>
點(diǎn)擊立即咨詢>>

掃一掃微信二維碼

掃一掃微博二維碼

羅威斯數(shù)控科技(昆山)有限公司@版權(quán)所有 聯(lián)系方式:0512-57953678 公司地址:江蘇省昆山市高新區(qū)中華園西路1869號
